


₽ 0.00
Область
САНКТ-ПЕТЕРБУРГ
Город
м. Адмиралтейская
Добавлено
25.10.2024
Описание
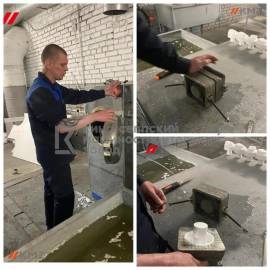
<hr>Военно-промышленный холдинг «Кингисеппский машиностроительный завод» предлагает литьё по газифицируемым моделям.
Этот способ получения отливок, использует модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол.
1. Характеристики метода литья:
• Точность (максимальная), класс по ГОСТ 26645-85 - 5…6.
• Шероховатость литой поверхности (min, Ra) по ГОСТ 26645-85 - 3,2…6,3.
2. Материалы отливок:
• практически все марки чугунов от СЧ15 до ВЧ50;
• износостойкие стали, от простых углеродистых до высоколегированных, теплостойких и жаропрочных;
• силумины (АК7ч, АК9ч, АК12ч).
3. Технологический процесс производства отливок методом литья по газифицируемым моделям:
3.1. Изготовление моделей:
Для изготовления моделей используется литейный полистирол мелких фракций 0,3 мм — 0,9 мм. (в зависимости от габаритов детали). Полистирол предварительно подвспенивается на паровой ванне и просушивается. В пресс-формы задувается подвспененный полистирол, пресс-формы устанавливают в автоклав и выдерживают до спекания гранул полистирола. Затем охлаждают и достают готовые модели.
3.2. Формирование куста и окраска моделей:
Модели собираются в блоки (кусты) склеиванием, либо припаиваются. Окраска блоков моделей производится в 1 слой специальным противопригарным покрытием путём окунания в ванну, либо при сложной конфигурации отливок, обливом. Сушка окрашенных блоков производится в камере при температуре 40-60°С в течение 2-3 часов.
3.3. Формовка:
Формовка блоков моделей производится в специальные опоки постепенной засыпкой песком.
3.4. Подача опок на заливочный участок:
Заформованные опоки подаются на заливочный участок. Опоки подсоединяются к вакуумной системе. Наверх формы укладывается полиэтиленовая плёнка. После включения вакуумного насоса и системы очистки газов, формовочный песок приобретает необходимую прочность.
3.5 Заливка металла:
Заливка металла производится прямо в полистирольные стояки. Горячий металл выжигает (газифицирует) полистирол и занимает его место. Выделяющиеся газы отсасываются через слой краски в песок вакуумной системой. Металл точно повторяет форму полистирольного блока с моделями.
3.6. Охлаждение отливок:
Залитые блоки моделей остывают в песке от 5 минут до нескольких часов в зависимости от толщины отливки, массы детали и технических условий, оговорённых технологическим процессом.
После извлечения блоков из опоки и отрезки отливок от литниковой системы, они проходят очистку от остатков антипригарного покрытия.
Этот способ получения отливок, использует модель, изготовленную из материала, который газифицируется при заливке расплавленного металла в литейную форму. Самым распространённым материалом для моделей является пенополистирол.
1. Характеристики метода литья:
• Точность (максимальная), класс по ГОСТ 26645-85 - 5…6.
• Шероховатость литой поверхности (min, Ra) по ГОСТ 26645-85 - 3,2…6,3.
2. Материалы отливок:
• практически все марки чугунов от СЧ15 до ВЧ50;
• износостойкие стали, от простых углеродистых до высоколегированных, теплостойких и жаропрочных;
• силумины (АК7ч, АК9ч, АК12ч).
3. Технологический процесс производства отливок методом литья по газифицируемым моделям:
3.1. Изготовление моделей:
Для изготовления моделей используется литейный полистирол мелких фракций 0,3 мм — 0,9 мм. (в зависимости от габаритов детали). Полистирол предварительно подвспенивается на паровой ванне и просушивается. В пресс-формы задувается подвспененный полистирол, пресс-формы устанавливают в автоклав и выдерживают до спекания гранул полистирола. Затем охлаждают и достают готовые модели.
3.2. Формирование куста и окраска моделей:
Модели собираются в блоки (кусты) склеиванием, либо припаиваются. Окраска блоков моделей производится в 1 слой специальным противопригарным покрытием путём окунания в ванну, либо при сложной конфигурации отливок, обливом. Сушка окрашенных блоков производится в камере при температуре 40-60°С в течение 2-3 часов.
3.3. Формовка:
Формовка блоков моделей производится в специальные опоки постепенной засыпкой песком.
3.4. Подача опок на заливочный участок:
Заформованные опоки подаются на заливочный участок. Опоки подсоединяются к вакуумной системе. Наверх формы укладывается полиэтиленовая плёнка. После включения вакуумного насоса и системы очистки газов, формовочный песок приобретает необходимую прочность.
3.5 Заливка металла:
Заливка металла производится прямо в полистирольные стояки. Горячий металл выжигает (газифицирует) полистирол и занимает его место. Выделяющиеся газы отсасываются через слой краски в песок вакуумной системой. Металл точно повторяет форму полистирольного блока с моделями.
3.6. Охлаждение отливок:
Залитые блоки моделей остывают в песке от 5 минут до нескольких часов в зависимости от толщины отливки, массы детали и технических условий, оговорённых технологическим процессом.
После извлечения блоков из опоки и отрезки отливок от литниковой системы, они проходят очистку от остатков антипригарного покрытия.
-
Сохранить как PDF

-
- Рейтинг: 0
- Количество голосов: 0
- Пожаловаться на объявление Отозвать жалобу
-
Посмотреть QR-код

- 3 Просмотра(ов)